Медвежий охотничий нож Самсонова
Почти в каждой книге об охоте упоминается об одном ноже, однако о нем известно очень мало. Известно, что он является легендарным и национальным ножом нашей страны. Речь идет о «медвежьем ноже Самсонова», дизайн которого был создан известным охотником-медвежатником Андриевским Михаилом Владимировичем, егермейстером Высочайшего двора. Проживал Михаил в Санкт-Петербурге, родился в 1849 г, а умер в 1903 г.
В 1894 году в журнале под названием «Природа и охота» была опубликована статья «По поводу изобретенной механической рогатины». В этой статье подробно описывалась история создания медвежьего ножа. По всей вероятности, это нож шеффилдского производства типа «боуи». В России широкой популярностью пользовались ножи фабрики «Роджерс» — это крупный производитель ножей в Шеффилде.
Многим специалистам известен сорт стали, из которого изготавливались большие шеффилдские ножи. Тогда сталь именовалась Cast Steel, что в переводе означает тигельная литая сталь и использовалась иногда пружинная. В настоящее время данный сорт стали в Великобритании известен как EN8, либо 080М40. Европейское наименование стали — С45, С40; немецкое — 1.1 186,1.0211; американское — 1039,1042,1040,1045,1043. Состав такой стали: углерод — 0,36-0,44%, марганец — 0,6-1,0%, кремний — 0,1-0,4%. Твердость при поверхностной закалке доходит до 50-55 HRC. Было время, когда такие характеристики считались отличными. Кстати, сегодня такой твердостью могут похвастаться профессиональные мясницкие ножи.
Технология изготовления
Егор Самсонов для изготовления своих ножей использовал «английский каретный рессор». Попробуем описать технологический процесс изготовления такой стали. Рессорную сталь отправляли в кузнечный горн, где горел березовый или дубовый уголь, там сталь раскалялась. Ручными мехами нагнетался воздух. Затем раскаленные листы отправлялись на наковальню для правления. После слесарным методом из них делали клинки, вся работа реализовывалась вручную.
Затем клинки повергались регенерации, цементации, потом закалке, отпуску и завершался ряд процессов старением. В угле горна проделывалась канавка, в которую выкладывали заготовки клинков. Снизу и сверху они засыпались древесным углем и катализатором, и нагревались до 925оС. В такой температуре клинки должны были пролежать 4-5 ч. Этого времени по расчетам должно было хватить, чтобы углерод проник во всю толщину стали (за 1 час углерод может проникнуть в сталь всего на 0,1 мм). После этого заготовки охлаждались, потом опять нагревались, но на этот раз без наличия катализатора. На этот процесс уходило около 3 ч и делалось это для того, чтобы углерод равномерно распределился по стали. После этого процесса заготовки окунались в масло. Наполовину охладившиеся в масле заготовки помещались на воздух, где и держались до остывания в 300-325о (сталь синего цвета), затем их помещали в масло для окончательного охлаждения. Затем заготовки снова нагревали до 150о и снова помещали в масло, чтобы остыли. Этот процесс длится 12 ч. Затем заготовки насухо вытирались и проходили окончательную заточку. Однако стоит учитывать, что никто так и не смог точно описать этот процесс, ведь до сих пор не удается добиться такой прочности клинка, какой ее смог добиться Самсонов. Предусмотренная нагрузка для слома ножа при современном тестировании составляет 14 тонн!
Сам технологический процесс не представляет ничего особенного. Кузнецы для науглероживания широко применяли желтую кровяную соль (синькаль). Насыщение в таком случае происходило на глубину до 0,5 мм. Этому способу даже дали свое название — откровенная халтура. При работе науглероженный слой стачивался быстро, но какая работа у единожды заточенного до остроты бритвы медвежьего ножа…. Секрет кроется в температурных режимах закалки и отпуска. У Самсонова проборов не было — температура клинка определялась на глаз по свечению стали, поэтому приведенные температуры — условны.
На территории России клинки закаляются «пружинным» методом.
Четкое температурное значение — сравнительно узкий диапазон температур, 810-830 град (это светло-вишневый оттенок красного цвета), например, зависит от того, сколько в стали содержится углерода. Выбор температуры отпуска не менее важен. Чтобы изделие из стали было высокой твердости, отпускаться оно после закалки должно при температуре 150о, но в этом случае изделие не получит хорошей упругости, которая обеспечивается при 300о. Но при такой температуре сталь теряет вязкость, так как развивается необратимая хрупкость. Специалисты отмечают температурную, синию по цвету, нагретую до 300 град зону хрупкости металла. Поэтому при отпуске необходимо придерживаться точного температурного режима. Если температура будет изменена даже на несколько градусов, то это повлияет на упругость металла. Отпуск ручного оружия в России осуществлялся при 280 град, металл при этом имел синий цвет. Для кинжалов и рапир температурный режим отпуска составляет 295 град, при этом цвет указан как «светло-синий». Холодное оружие отпускается при такой же температуре, как и инструменты для обработки деревянных изделий: буравы, сверла, долота. На практике только навык мастера поможет определить точность измерения температуры при отпуске.
Клейма ножа
Нож Самсонова быстро приобрел популярность. Даже князь Ширинский-Шихматов, охотник-медвежатник и его непримиримый оппонент, признавал достоинства ножа, хотя об авторе дизайна никогда не говорил. Ножи с таким дизайном изготавливал не только Самсонов, но и Злотоустовский завод. Продавались ножи в Горном Департаменте Министерства Государственных Имуществ — Санкт-Петербургский магазин. В Санкт-Петербурге подобные ножи продавала фирма «Шаф и сыновья». В московских торговых домах также можно было найти такие ножи.
Форма ножей Самсонова
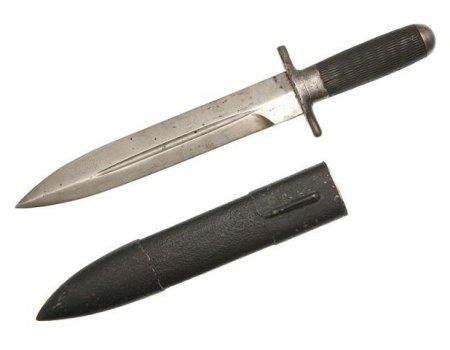
У медвежьих кинжалов Самсонова с 22-27 см клинком ширина клинка — 5-5,5 см, ширина рукояти — 32 мм, толщина рукояти — 8 мм, длина рукояти — 11-12 см, толщина клинка — 12 мм.
Пазы клинка имеют разную ширину: со стороны фальшлезвия — 2,5 см, со стороны лезвия — 3 см (речь идет о большом ноже). Объясняется это тем, что нож для добывания крупных животных должен иметь две особенности: ассиметричное, резко спущенное острие (не позволяет острию утыкаться в костях, придает острию прочности) и широкий клинок (позволяет наносить широкие «зияющие» раны, которые приводят к слипанию легких).
Клеймо мастера — «Самсоновъ Егоръ Въ Тулъ» (возможен другой порядок слов, а также их начертание). В 1898 г на выставке Самсонов стал почетным членом Императорского общества правильной охоты. После этого на пяте клинка наносится знак общества и надпись «Поставщикь Императорского Общества охоты». Тульский оружейный завод выпускал подобие «медвежьего ножа». Дороговизна и популярность ножей Самсонова привели к тому, что образовался рынок поддельных ножей. Но сегодня есть мастера, выпускающие ножи с нанесением клейма, так как многие хотят получить копию ножа Самсонова, и таким образом прикоснуться к великой истории нашей Родины.